Shield Material
We recommend PETG which is available through a variety of sources online, and may be available through other local sources in your area. PETG stands for Polyethylene Terephthalate Glycol-modified, which is considered a food-safe plastic, and comes in various thicknesses, sheet sizes, rolls, and quantities. Try searching online using the following types of phrases: PETG Clear Sheet .007, PETG Clear Sheet .010, or PETG Clear Sheet .020, etc.
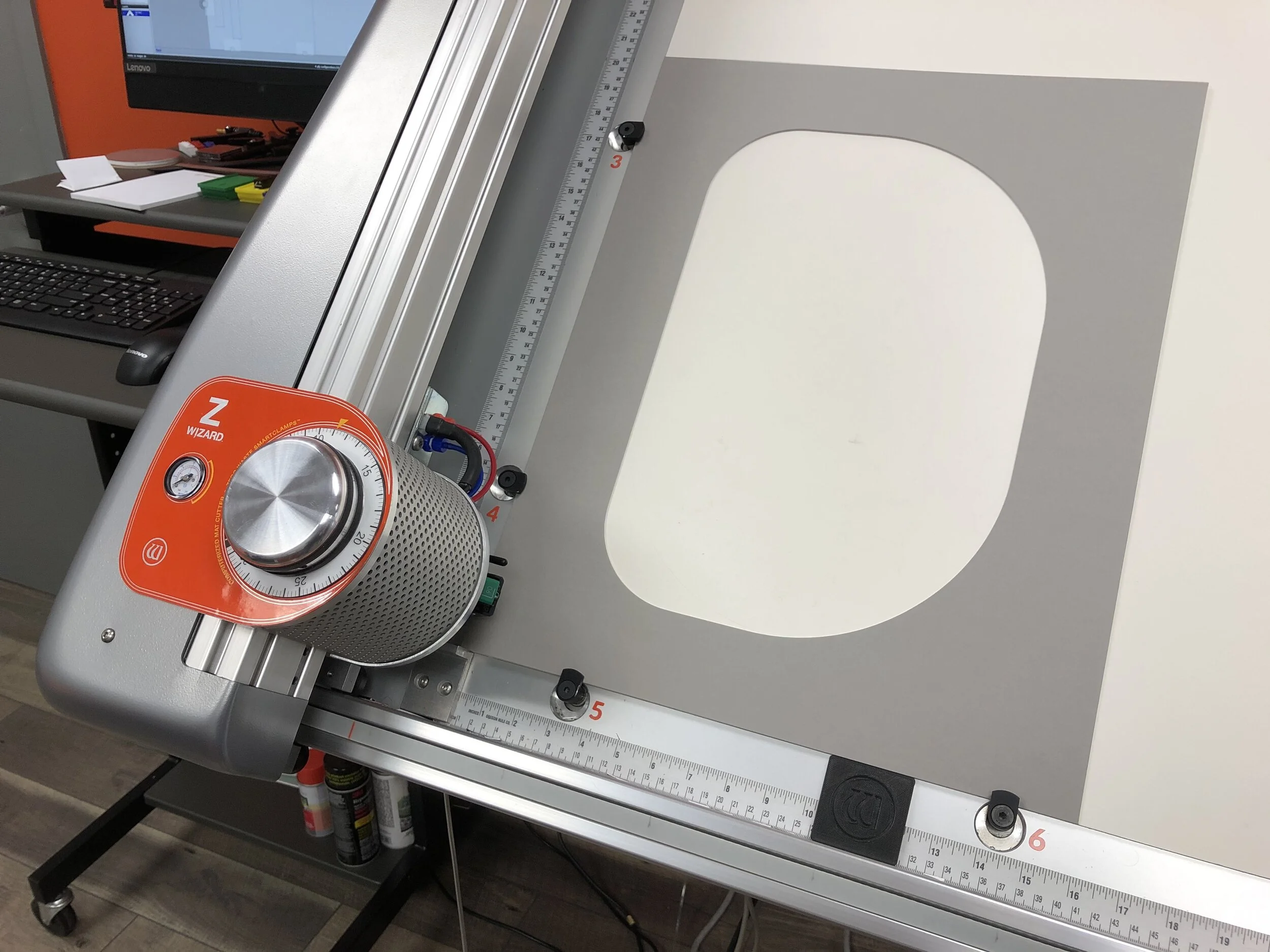
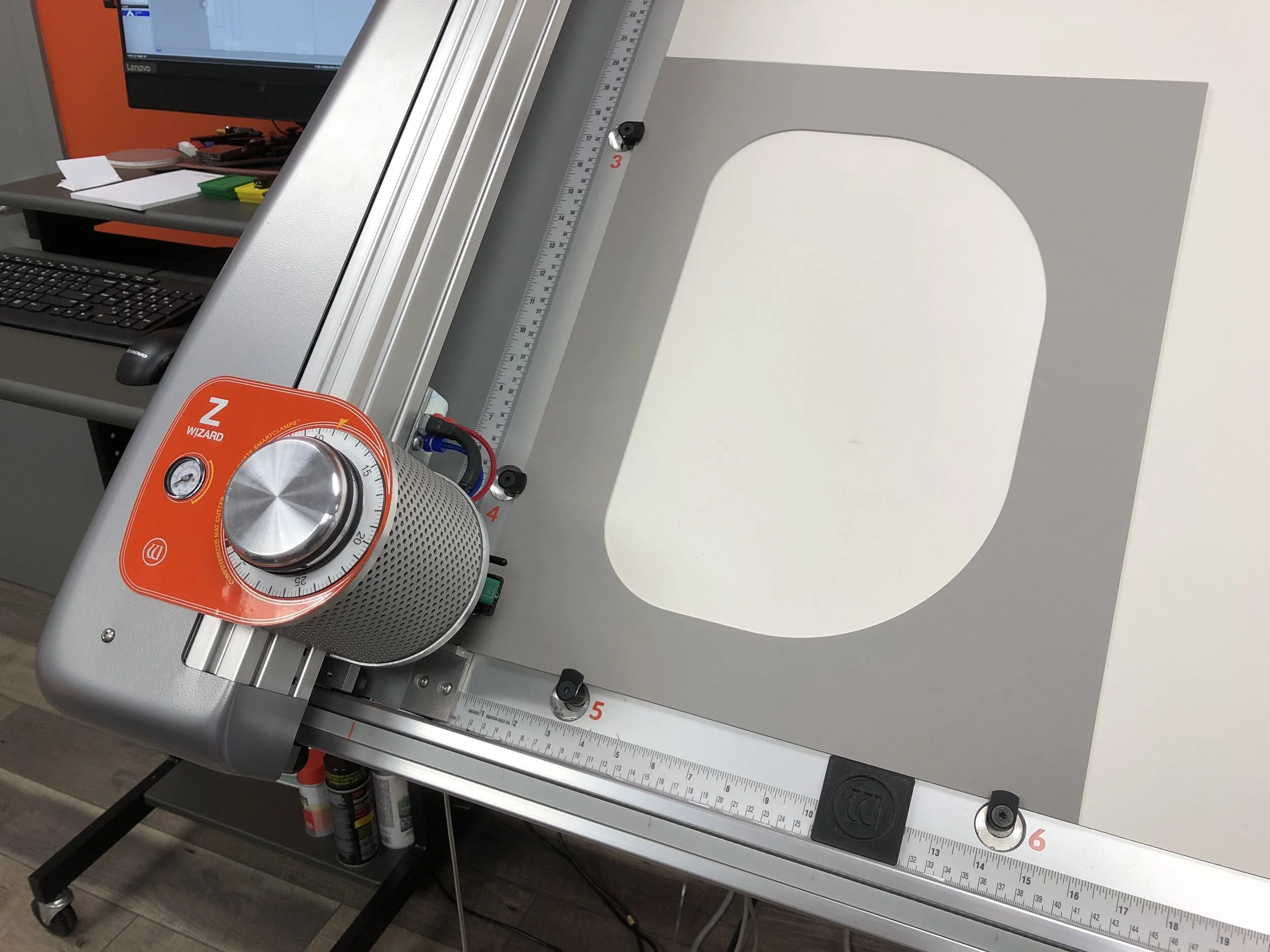
Note: You will need a minimum sheet size of approximately 16” x 20” to cut one Shield component. We used 0.007” thick transparent PETG for cutting the Shield. Depending on the thickness of your transparent Shield material, the Headband and Stiffener components may also be cut from the same material. However, you will need to experiment to determine the ideal material thickness that will accommodate all of the various components.
If you change the thickness of your sheet materials, you may also need to get different snap rivets and/or washers to accommodate the new overall thickness of the three components: Shield, Headband, and Stiffener. Also, if you’re using a thicker material for the Shield, you may find that the Stiffener is no longer necessary. (PETG is the recommended material, however other transparent materials such as Polycarbonate or Polyester may also work.)
Headband & Stiffener Material
We also recommend PETG for the Headband and Stiffener components, however it does not need to be transparent (although this is always an option). For these components, we used 0.030” PETG ‘Shim Stock’, which is a variety of PETG that has worked well for this application. It comes color-coded based on the thickness of the material (0.030” is orange or “coral”).
PETG is available through a variety of sources online, and may be available through other local sources in your area. PETG comes in various thicknesses, sheet sizes, rolls, and quantities. One source to consider is McMaster-Carr. You may also wish to try searching online using the following types of phrases, depending on the specific material you want to use: PETG Sheet .020, or PETG Sheet .030, etc.
Note: For convenience, the provided cut files for the Headband and Stiffener are setup together on the same template using a sheet size of 16” x 20” to match the size of the sheet used for the Shield. However, producing one set of the Headband and Stiffener components will not actually require that large of a piece. We used 0.030” thick PETG ‘Shim Stock’ for cutting the Headband and Stiffener. (It is not a requirement to use PETG—other types of materials may also work well.)
Rivets
You will need a quantity of 2 rivets per face shield. The plastic snap rivets we used can be sourced from McMaster-Carr, Part Number: 91020A198
Specifications: 0.161” hole size, lg. 0.020” for material 0.1” - 0.014” thick.
Note: Use of thicker material for the face shield, stiffener and head band may require a different size rivet to accommodate the additional overall material thickness.
Washers
You will need a quantity of 2 washers per face shield. The plastic washers we used are 0.156” inner diameter, and can be sourced from McMaster-Carr, Part Number: 90295A380
Specifications: Nylon, 0.156” (inner diameter) x 0.312” (outer diameter) x ~0.030” thick.
Elastic Band
The Elastic band material can be purchased at most any fabric store, craft store, or online. Here are some options available through Hobby Lobby and Amazon.com, but there are many other sources to consider.
Specifications: 1/2” Wide (a minimum of 12” per Face Shield is required)
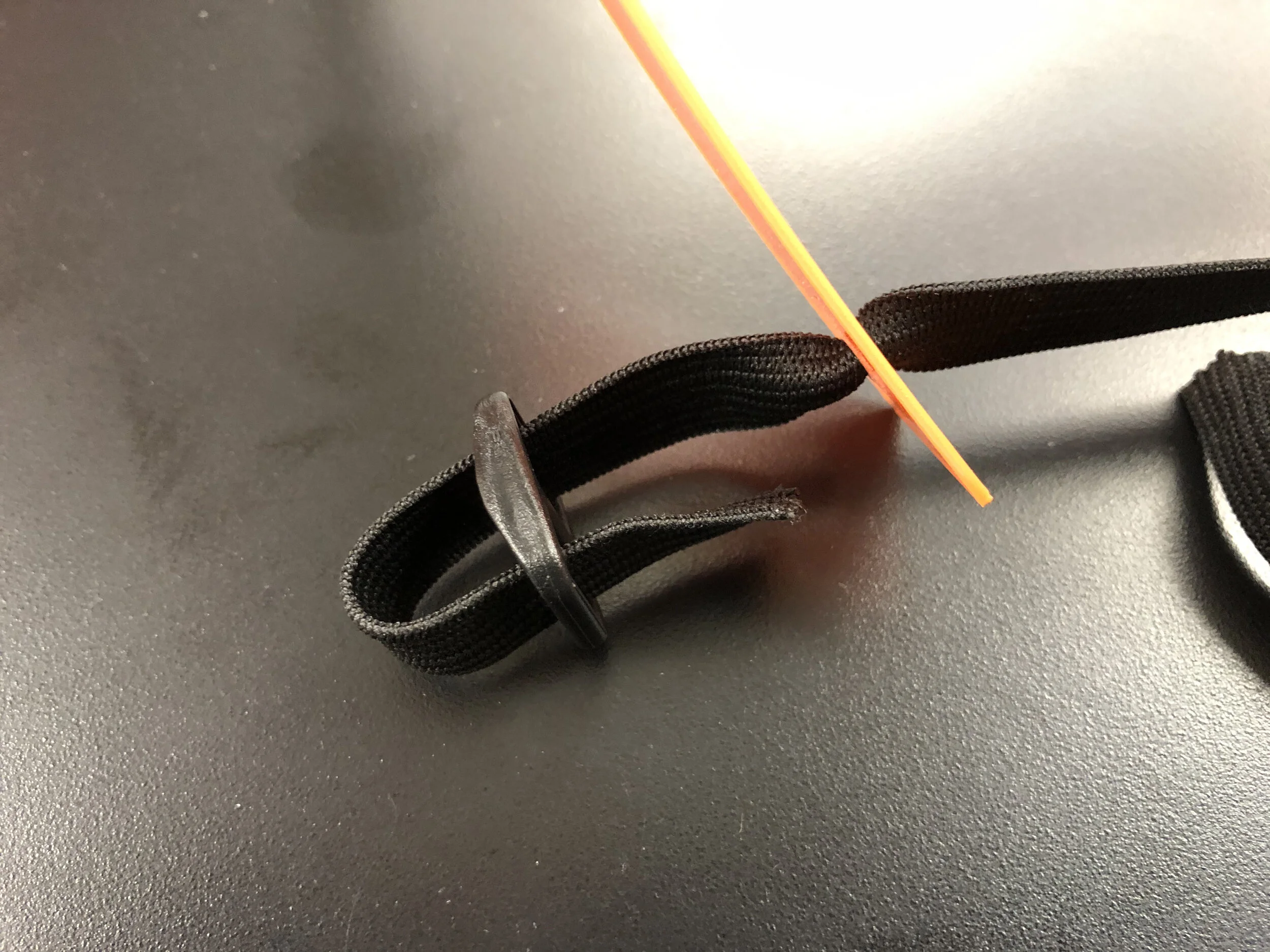
BUckle
The Buckles can be purchased online through a number of sources, and there are many variations of these that will work, including some that come as a two-part buckle that snap together with a side quick-release, and others that feature a cam-lock style connection. The style of buckle shown in our design is a simple Widemouth Triglide Slide style that is available through Amazon.com, but there are likely many other sources for these.
Specifications: 1/2” Plastic, Widemouth Triglide Slides—Feed-through Style Buckle